

芜湖推荐自动整经机销售
先将全幅织物所需的总经纱根数的一部分按照需要组成一个条带,然后将其卷绕在整经滚筒上。当一根条带绕到规定长度时,剪断并穿入绞线。然后紧挨前一条带平行地卷绕另一条带。如此依次绕上一根根的条带,直至绕到规定的条数为止。为了成形良好,随着滚筒的回转各层经纱应作微小的横向运动,使条带截面呈平行四边形。总之将整经滚筒上的全幅经纱用倒轴机构卷绕到织轴上。分条整经法的特点是可直接做成织轴。当用于多色或不同拈向经纱的整经时,排列色经较为方便。广泛应用于小批量、多品种的色织、毛织、丝织等生产。
自动整经机销售整经过程中必须对经丝施加一定的张力,以保证织造的正常进行。经丝张力的波动差异会造成经丝伸长变形不一致,经丝折光出现差异。当加工张力撤除后,经丝弹性变形回复不同,导致经丝在伸长上出现差异,这会对染整过程中织物对染液的吸收造成影响,布面形成经柳。造成经丝张力波动的主要因素:a)整经工序中整经筒子架各筒子大小差异、筒子的摆放不合理、丝道不通畅,都会导致退绕张力不同;b)整经扇面角度不正,经丝所受摩擦不同;整经过程中穿入数目改变或定幅筘穿错,造成经面张力不均匀;c)张力补推荐自动整经机偿器状态不良,经丝张力差异过大。
1.始张力均匀一致,大小适中;各根经纱之间张力均匀一致(否则会形成“直条”疵点);每根经纱自始至终张力一致(否则在经编坯布不同片段密度有变化);整经张力大小适中(过小无法整经,过大影响纱线的弹性和强力,甚至会造成经轴爆裂的严重后果),张力值一般为0.09-0.13cN/dtex,不同性能的纱线,张力大小有所不同。整经张力的影响因素 (1)卷装形式和大小 (2)纱线支数(0.1-0.15G/D) (3)纱线路径(长短、曲折程度) (4)整经速度 (5)张力装置的结构和工作状态。2.经轴成型良好;表面平整,呈规则圆柱形,没有压纱情况,特别是经轴两边纱,因此伸缩筘(人字筘)调节及其横移调节适当对经轴成型好坏是有帮助的,影响的因素主要有以下几点:A、边缘不平,经轴盘片有毛刺,伸缩筘未调节好。采取措施,经轴在刚上整经机加工时,用细纱纸将边缘 打磨清洁。调节伸缩筘(左右、宽窄进行调节)B、经轴表面高低不平 (1)原因纱线张力有偏差。(2)静电消除不好,每根纱线在车头罗拉上分布不清晰,易粘在一起。(3)游动调节不合理 特别是不是满穿的,如穿1空1,游动调节尤其重要。3.整经的根数和长度符合要求,正确安装筒子及穿纱;目前要求较高的均配置了照相自停(CAMERA SCAN)技术,可有效防止多纱、少纱的问题发生,降低劳动强度。4.消除经纱疵点改善纱编织性能;如毛丝检测器,对丝加油,以改善其集束、平滑、柔软和抗静电性能,从而提高编织性能。5.同一经轴要使用同一批号的纱线;因不同批长丝在张力、收缩和染色性能等方面的差异造成经轴表面不平整,会影响产品质量。6.选用适当的整经速度;同一套经轴应以同一速度整经,中途不能改变整经速度。7.各辅助装置(静电消除器、贮纱装 置、毛丝检测装置、断纱自停装置、计数装置等)工作正常。

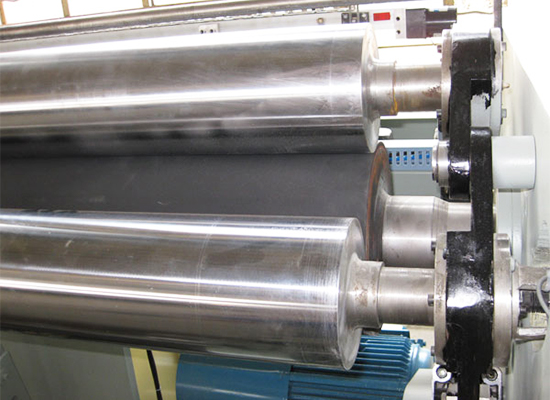
机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。整机机构。本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移 动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。整经滚筒与传动。固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。导条位移。由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。

以变频电机为执行部件的张力控制系统为变频调速张力控制系统。主要通过控制变频器的激励电流或者电压来实现变频电机转速的控制,采用变频电机将动力通过减速齿轮机构传送到整经轴,利用可编程控制器(以下简称PLC)或者单片机控制变频器的输出电压,进行频率调节,在整经过程中保持纱线的线速度恒定,从而实现张力的恒定。变频调速张力控制系统主要包括PLC或者单片机、变频器、触摸屏、编码器、张力传感器等。在变频调速控制系统中,电机主要采用的是力矩控制模式,我们可以在触摸屏上设定纱线的张力和电机的速度限定频率,两个数字量输入到PLC中,通过计算力矩,将张力值转化成模拟电压信号输入到变频器中。变频器在执行这一指令时,变频电机就会在力矩恒定的状态下进行工作。当收卷辊的卷径逐渐增大时,PLC通过卷径和力矩计算,将计算后的模拟电压信号重新输送到变频器中,变频器将再次执行这个新接收的指令,这样通过不间断的力矩计算,收卷辊电机的转矩会随卷径的增大而变大,从而保证了纱线张力的恒定。该控制方式通过变频器调节电动机的供电频率,进而改变电动机的转速,甚至可以达到无级调速。虽然调速范围宽,效率高,但是变频系统较为复杂,成本较高。






 苏公网安备32092402000326号
苏公网安备32092402000326号